


一、設(shè)備簡(jiǎn)介
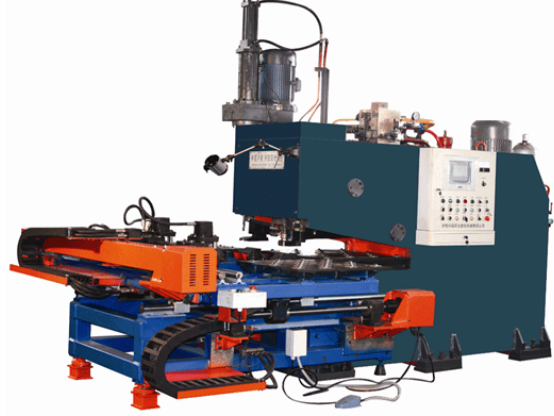
YJX-2020數(shù)控角鋼沖孔打字剪切生產(chǎn)線,屬于快速型角鋼生產(chǎn)線,是我公司本著“與國(guó)際接軌,與世界同步”的宗旨,結(jié)合我國(guó)現(xiàn)有材料、裝備、員工技能狀況等因素,最新研制開發(fā)的一條高效率角鋼生產(chǎn)線。它具有加工效率高,加工精度高,故障率低,適用產(chǎn)品范圍廣,功能多,操作簡(jiǎn)便等優(yōu)點(diǎn),是各角鋼加工企業(yè)的首選產(chǎn)品。
二、設(shè)備技術(shù)規(guī)格及主要技術(shù)參數(shù)
1、 加工角鋼范圍:∠40×3 - ∠200×20mm(Q345,最大16mm厚)
2、 最大沖孔直徑:Φ25.5mm (16mm厚,Q345),可通過更換模具實(shí)現(xiàn)長(zhǎng)圓孔沖孔。
3、 沖孔力:1000kN 沖孔頻率:最快50次/分鐘
4、 每側(cè)沖頭數(shù)目:3個(gè),每側(cè)沖孔排數(shù):任意
5、 打字力:125kN,打印字頭數(shù):40 個(gè)
6、 字頭字體尺寸:(長(zhǎng)×寬):14×10mm
7、 毛坯最大長(zhǎng)度:14米
8、 成品料道長(zhǎng)度:12米
9、 切斷力:4300kN
10、 切斷方式:?jiǎn)稳屑羟?/p>
11、 數(shù)控軸數(shù):4軸
12、 成品料道人工推進(jìn),向一側(cè)翻出,翻出的動(dòng)力源為氣動(dòng)方式。
13、 送進(jìn)電機(jī)和準(zhǔn)線調(diào)整均為進(jìn)口交流伺服電機(jī),主要電氣控制元件及液壓氣動(dòng)閥均為進(jìn)口元件。
14、 角鋼送進(jìn)速度:最快每分鐘90米。
15、 編程方式:鍵盤輸入、USB接口輸入。
16、 加工精度:符合GB/T2694-2010的要求。
17、 潤(rùn)滑方式:配備自動(dòng)潤(rùn)滑。
三、設(shè)備優(yōu)勢(shì)
1、產(chǎn)品適用范圍更加廣泛:
本生產(chǎn)線適用范圍更加廣泛,可加工范圍為40×40×3—200×200×20mm的角鋼。
2、主機(jī)、液壓站采用分體化設(shè)計(jì)
本生產(chǎn)線主機(jī)采用將液壓站與主機(jī)獨(dú)立分體化設(shè)計(jì),液壓站作為一個(gè)獨(dú)立單元,既保證了設(shè)備有充足的壓力,也保證了液壓系統(tǒng)的良好散熱,更有助于日常維護(hù)。
3、配備高速電氣、液壓系統(tǒng)
本生產(chǎn)線配備了高速液壓、電器系統(tǒng),與原有系統(tǒng)相比,執(zhí)行速度更高,可比原角鋼線快3-4倍,為高速?zèng)_孔提供了充分的條件。
4、送料小車采用精密直線導(dǎo)軌導(dǎo)向與精密齒輪齒條傳動(dòng)。
本生產(chǎn)線數(shù)控小車的齒輪齒條采用高精度產(chǎn)品,表面經(jīng)過特殊處理,長(zhǎng)期使用磨損極小。磨損后調(diào)整間隙又可恢復(fù)原有精度。
5、剪切單元采用單刃剪切的方式
剪切單元采用單刃剪切的剪切方式,最大限度的為用戶降低了使用成本。
6、打字采用轉(zhuǎn)盤式打字的方式
打字改用了先進(jìn)的轉(zhuǎn)盤式打字的方式,規(guī)避了常規(guī)打字組合字符串少的問題,避免了頻繁換字頭帶來的麻煩,節(jié)約了由此帶來的時(shí)間成本。












